
自动灌装线使用说明书:
1.整机外形尺寸及部件名称:
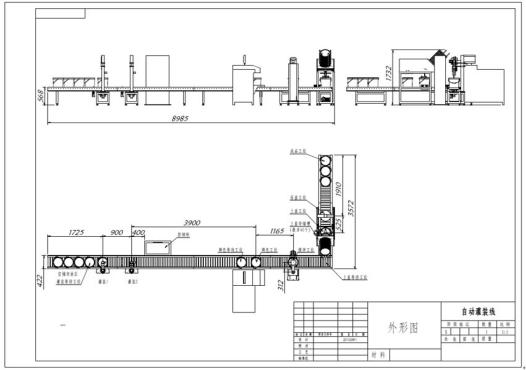
主要结构说明:
自动灌装机由空桶存放区、灌装系统1、灌装系统2、调色区、搅拌系统、上盖系统、压盖机构、成品存放区、输送系统以及电器控制系统等构成。
灌装系统由供料机构、称重机构、灌装嘴、机架、气动控制系统四部分组成。供料机构由电磁阀分别通过汽缸执行快速和慢速给料;称重机构由称重支架、传感器和称重平台组成;称重平台通过传感器与气缸连接。灌装嘴高低可通过松开松紧夹块上的内六角螺栓移至所需位置旋紧内六角螺栓进行调节。
搅拌系统由电动推杆升降机构、搅拌机构、料桶定位机构组成。
上盖系统由存盖架、托盖气缸、夹盖气缸、吸盖器等组成。
2.工作原理:
将空桶放置于空桶存放区(灌装系统1最多可存放4个;灌装系统2最多可存放8个;),选择灌装系统,启动自动运行程序,输送系统开始运转,将空桶往前输送,当到达挡桶机构时,放行一个空桶,当这个空桶到达灌装工位时,灌装系统得到信号,自动定位后开始快速灌装按至设定值后慢速给料至设定产品重量;完成灌装后定位松开,灌装后的桶继续往前输送(同时后面的挡桶机构放下,再次放行一个空桶);当灌装后的桶输送到调色机构时停下,按设置时间等待调色,完毕后继续往前输送至搅拌工位时停止,自动定位后电动推杆带着搅拌器往下运动至桶下部,搅拌器按设定速度开始搅拌,至设定时间后搅拌器停止,电动推杆带着搅拌器往上运动至顶部,完成搅拌动作后定位松开,桶继续往前输送,送到上盖工位时停下,自动上盖,完成上盖动作后定位松开,桶继续往前输送,送到压盖工位时停下,自动压盖,完成搅压盖拌动作后定位松开,桶继续往前输送,送到成品存放区停下,动作完成。各部位动作和等待的时间的长短根据需要由用户设定。
3.控制面板:
本机采用PLC程序,通过触摸屏控制的操作方式,界面如下图,使用者可选择灌装系统1或2运转,可根据生产工艺调节适合的输送速度、搅拌速度、等待时间、报警时间等。
4.主要技术参数
| 项目 | 参数 |
| 配用电源 | 380 V 50 Hz (三相四线电源) |
| 输送功率 | 1.5 Kw |
| 输送速度 | 0~10 M/Min |
| 搅拌功率 | 1.5 Kw |
| 搅拌速度 | 0~120 rpm |
| 气源压力 | 不小于0.6 Mpa |
| 灌装速度 | 160~200次/H |
| 灌装量 | 5~20 Kg/次 |
| 计量误差 | ±2%(灌装范围内) |
5.1. 地线可靠接地,保证用电安全。
5.2. 每次电机接线后或长期不用重新起用时都应点动试转,确认无误时再正式运转。
5.3. 绝不可在设备运行过程中用手触摸各运转部件,以防发生意外;
5.4. 设备运行过程中如有异响应立即停止运行,待查清原因后方可开机;
5.5. 在使用过程中称重平台不允许受额外的附加外力。
5.6. 气动三联件有自动排水功能,应注意定期加油;
5.7. 定期检查各运转部件的润滑油及油脂,及时更换干净的润滑油及油脂。
5.8. 在进行任何维护或清洗之前必须切断设备接入电源。
5.9. 运行过程中如有异响应立即停止运行,待查清原因后方可开机。
5.10. 当机器不能正常完成程序动作,程序报警,触摸屏上显示出错工位及报警原因。当相应工位停止动作时,需解除警报后才能恢复。
5.11. 当成品存放区达到4个桶并存放超过设定时间时,机器报警,提醒操作人员及时取走,当成品存放区达到5个桶并存放超过设定时间时,机器报警并停止输送系统,操作屏上显示报警原因,需解除警报后再运行。
6.安装、调试及维护保养:
6.1. 接通电源,电源相符,并注意地线可靠接地,打开总电源开关,电源指示灯亮。
6.2. 正确接通压缩空气管道。
6.3. 将空盖平稳整齐的排放在存盖器上,空桶排放在输送轨道空桶存放区。
6.4. 接好所选择灌装系统的灌装进料口管道。并在相应的称重仪表上设置好所选择灌装系统的灌装量。在触摸屏上的参数设置界面上按需设置各工位的工作参数。
6.5. 在触摸屏上的自动运行界面上,长按自动复位按钮,确保各部位机构 保持在待命状态,再选择好灌装系统1或灌装系统2,再按启动按钮,机器开始运转。带动存放区的空桶运动,当空桶运动至各工位时,程序按设定工艺参数控制机器动作,完成灌装、调色、搅拌、上盖、压盖等动作。
8.常见故障及排除方法
| 常见故障 | 故障原因 | 排除方法 |
| 输送系统不运转 | (1) 电源线断; | ①检查接线; |
| (2) 电机轴承故障; | ②更换电机轴承; | |
| (3) 有异物卡住链条 | ③清除异物 | |
| (4) 绕组短路 | ④检查电机绕组(线圈) | |
| (5) 成品存放区已满; | ⑤取走成品; | |
| 同时输送两个或挡住桶不放 | (1) 挡桶部位光电开关松动或挪动位置。 | ① 调整光电开关的位置 |
| (2) 相应气缸上的磁性开关松动或挪动位置; | ② 调整磁性开关的位置 | |
|
|
|
|
| 自动工作模式运行时中途停止 | (1) 气源压力不够 | ① 调整气源压力 |
| (2) 相应气缸上的磁性开关松动或挪动位置; | ② 调整磁性开关的位置 | |
| (3) 相应部位光电开关松动或挪动位置。 | ③ 调整光电开关的位置 | |
|
|
|
|
| 不上盖或上盖位置不准 | (1) 盖子存放架上无盖 | ① 及时加盖 |
| (2) 盖子变形导致吸盖盘不能产生真空; | ② 修整盖的平整度或换一批无明显变形的盖 | |
| (3) 上盖部位光电开关松动或挪动位置。 | ③ 调整光电开关的位置 | |
| (4) 上盖部位气缸上的磁性开关松动或挪动位置。 | ④ 调整磁性开关的位置 |
见附表
10.随机文件:
① 自动灌装生产线使用说明书一本。
② 变频器使用说明书一份。
③ 称重仪表使用说明书一份。
11.包装运输:
机器用塑料袋包好,垂直向上。
机器在运输过程中不许发生碰撞。
机器应贮存在清洁干燥的仓库内,周围不应有腐蚀性气体。
上一个:自动线 下一个:350L均质乳化机组




